


The Organisation of the Birmingham Workforce
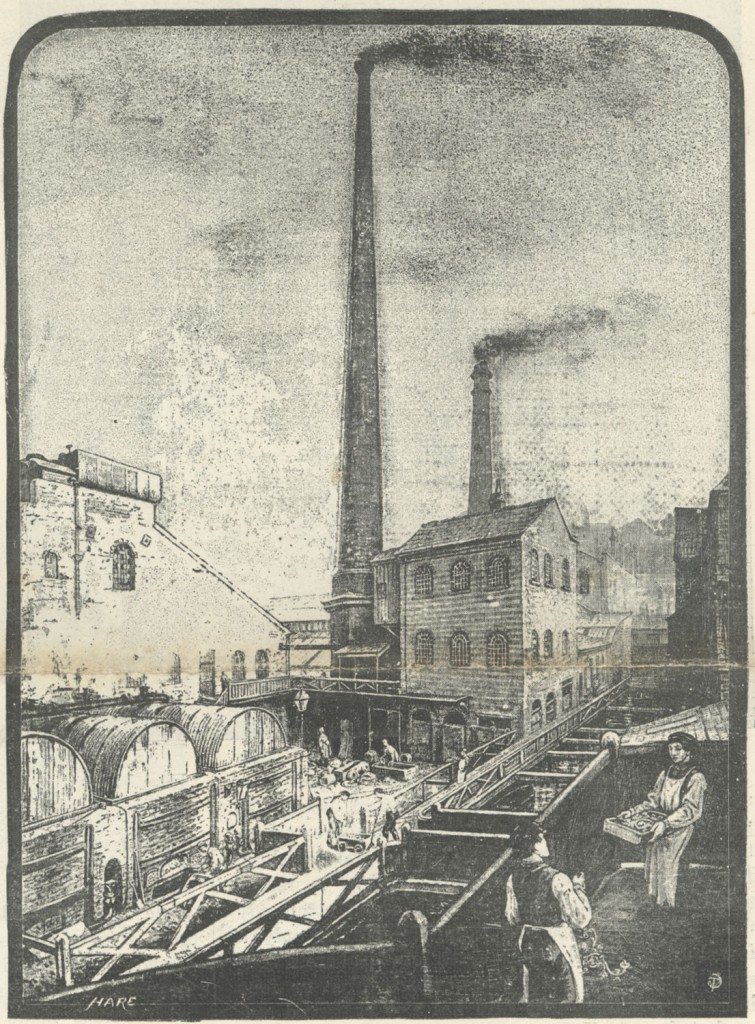
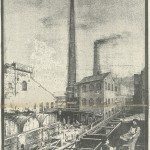
Image: The Works of Messrs R W Winfield and Co. in 1887 from “The Homes of our Metal Manufactures. Messrs R W Winfield and Co’s Cambridge Street Works & Rolling Mills, Birmingham”, Martineau & Smith’s Hardware Trade Journal (Jan 31, 1887, p 9). The works were founded in 1829 and were described in the article as “a model manufactory and for completeness, extent, and good order it would perhaps be difficult, if not impossible to find any large industrial establishment to surpass it.”
[Image from: Birmingham Central Library, Local Studies and History]
By the mid 19th century, the typical workshop employed 20 or 30 men, whilst the Birmingham Brass Houses had just over 100 men each with the exception of R W Winfield with 100 in 1835 and 700 by 1860. The late 19th century brass industry comprised some nine divisions, although there was some overlap, with some manufacturers producing a wide range of goods. The divisions can be broken down as casting, cabinet, bell and general brass foundry, cock-making and plumbers brass foundry, stamped work, rolled brass, wire and sheathing, tube manufacture, lamp-making, gas and electrical fittings and naval brass foundry. Ironically, the infinite numbers of brass items required for any ocean-going vessel were made in Birmingham – probably the farthest town away from the English coast!
Generally speaking, in the foundries the workforce was divided into gangs and chargehands sub-contracted their own group. A head brass-caster would usually have between eight and ten people working for him and they would produce castings at an agreed price per hundredweight (cwt) with deductions for the use of the sandmill. As power lathes and other machines replaced the foot-treddle lathes and hand-tools, the contractor could, and usually did, make deductions to cover the cost of the power used. He then paid the chargehand who, in turn, paid his workers – often in the form of day wages. Occasionally, the chargehand was forced into ‘blind piecework’. This occurred when the contractor/master fixed the total price for the work and not just the parts being carried out by a particular group of workers. This could result in the chargehand being in debt to his contractor on completion of the job. Although the system of blind piecework was abolished by an Act of Parliament in 1901 it did not come into force in the brass trade until 1907.
During the 19th century, stamping and piercing, such as in the manufacture of buttons, medals and ornamental work became increasingly mechanised, which resulted in a larger female workforce. These unskilled jobs generally paid significantly less than others in the trade. The Registrar General’s Report to the 1851 census showed that there were 1,781 women employed in the trade, with the 1861 census indicating an increase to 2,119. At the turn of the 20th century Edward Cadbury, of the Bournville chocolate manufacturing family, examined women’s work and wages and published his findings. Apart from the bedstead trade some 31 different types of brass work is listed with wages varying from 30s (£1.50p) per week down to 3s 6d (17p) for the female employees.
Some Brassworkers’ weekly wages in shillings c.1855
Cockfounders 42 to 45
Stampers 20 to 25
Labourers 15 to 18
Lads” 7/6 to 10/6
Dippers 20 to 30
Lacquerers 8 to 10 (women) 3/6 to 5 (girls)
Metal Rollers 40 to 50
Finishers 24 to 26
Tubemakers 30
Solderers 10 to 12 (women)
Continue browsing this section
 The Brass Industry and Brass Workers in Birmingham
The Brass Industry and Brass Workers in Birmingham
 The Early Brass Trade
The Early Brass Trade
 The Origins of the Brass Industry in the Midlands and Birmingham
The Origins of the Brass Industry in the Midlands and Birmingham
 Innovation in the Midlands Brass Industry
Innovation in the Midlands Brass Industry
 Brassworking Skills in Birmingham
Brassworking Skills in Birmingham
 Demand for Birmingham Brass in Britain and Abroad
Demand for Birmingham Brass in Britain and Abroad
 Entrepreneurship 1: Birmingham Brassfounders and the Building of the Brass House
Entrepreneurship 1: Birmingham Brassfounders and the Building of the Brass House
 Entrepreneurship 2: The Birmingham Metal Company and The Birmingham Mining and Copper Company
Entrepreneurship 2: The Birmingham Metal Company and The Birmingham Mining and Copper Company
 The Organisation of the Birmingham Workforce
The Organisation of the Birmingham Workforce
 Working Practices and Conditions in the Birmingham Brass Industry
Working Practices and Conditions in the Birmingham Brass Industry
 Trades Unions
Trades Unions
 Conclusion: Further Investigation
Conclusion: Further Investigation
 Glossary
Glossary


